Bolt Torque Chart
There are several factors that determine a proper bolt torque specification. Some of them are listed below...
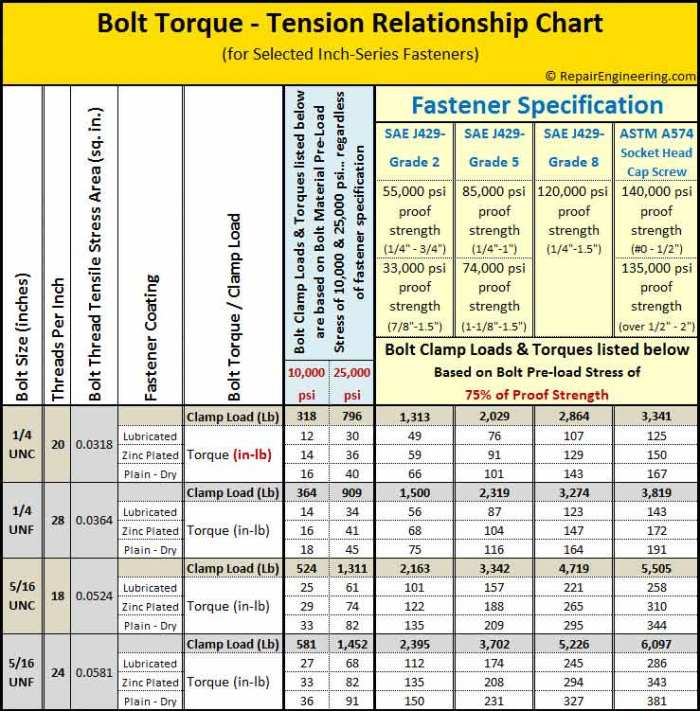
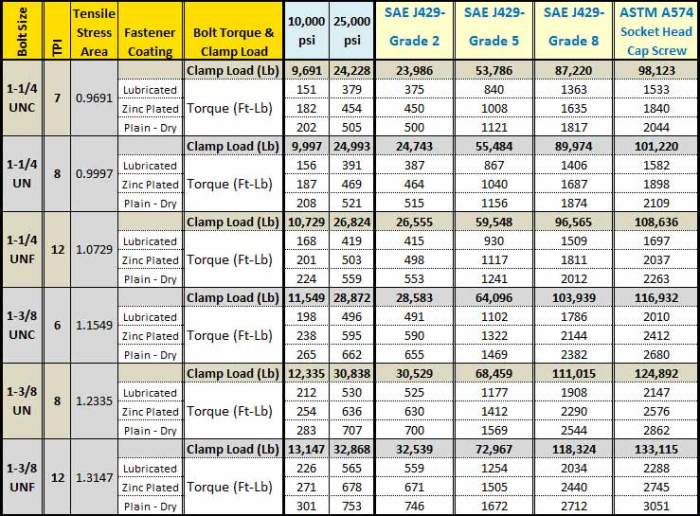
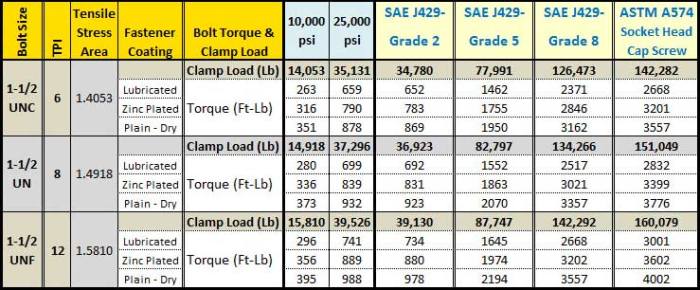
Most bolt torque charts, including this one, are based on the material strength of the bolt - the component containing the external thread.
Reference 2 below recommends a fastener preload in the range of 60% - 90% of the bolt material proof load. This RepairEngineering bolt torque chart was created assuming a value at the mid-point of that range... at 75% of the material proof strength.
Bolt proof load is defined as the maximum force that the material can support without experiencing permanent deformation. Although material properties vary, an approximate estimate of proof strength is 85% - 90% of its yield strength.
As noted in the chart, bolt proof strength varies depending on the fastener grade and also upon its diameter in some cases.
In order to determine the torque value of a bolt and nut assembly based on just the material strength of the bolt itself, the materials of the assembly should follow this guideline...
-
The proof strength of the nut (the material containing the internal thread)
should be equal or greater than the
ultimate tensile strength of the bolt (the material with the external thread).
If the nut material is the limiting factor in the fastening system, then obviously increasing the material strength of the bolt will have no effect on increasing the clamping capability of the assembly.
Also, if the nut material is the limiting factor, the maximum clamping capability (and corresponding bolt torque) of the assembly needs to be de-rated accordingly.
Unlike most bolt torque charts, this particular chart also lists clamp loads and torque values that correspond with bolt material stresses of 10,000 and 25,000 psi... regardless of fastener grade. This listing may be useful when determining an appropriate de-rated torque value when engaging with lower proof-strength materials.
Obviously, regardless of the material strength of the bolt and the nut, an effective clamping system will not occur unless proper fastener thread engagement exists.
The objective is to assure that the engaging threads will not strip under the loading that the bolt is able to apply.
At first, it would seem logical to simply increase the length of thread engagement by as much as required to overcome the limitations of engaging with a material of limited proof strength. In reality, however, only the first few threads of a threaded connection are actually involved in sharing the fastener clamping force. This is due to thread form error and slight differences in thread size and pitch that result in an inconsistent make-up between the male and female threads.
A common rule-of-thumb is to provide a minimum length of thread engagement equal to the (major) diameter of the fastener.
A more conservative rule-of-thumb is to use a thread engagement length of 1-1/2 times diameter.
The tensile stress area of the threaded portion of a fastener is determined by the size (diameter) of the bolt and by the thread pitch (spacing), as follows...
- As = 0.7854 x [d - (0.9743/n)]2
- where:
- As = Bolt Thread Tensile Stress Area (in2)
- d = Nominal Bolt Diameter (in.)
- n = Thread Pitch (Threads Per Inch)
Bolt clamp pre-load force is calculated using the bolt material proof strength and its tensile stress area. It is calculated using the following formula...
- Fi = 0.75 x Sp x As
- where:
- Fi = Bolt Clamp Pre-Load Force (lbf)
- .75 = Percentage of bolt material proof strength... 75% in this example
- Sp = Bolt material Proof Strength (lbf / in2)
- As = Bolt Thread Tensile Stress Area (in2)
There are several factors that affect the relationship between the applied bolt torque and the resulting bolt tension. All of those factors are summarized in single variable that is known as the nut "K Factor".
The table below lists a typical range for the "K Factor" as well as the values used in calculating the RepairEngineering Bolt Torque Chart.
Note that the "K Factor" values used to calculate the RepairEngineering Bolt Torque Chart were picked somewhat arbitrarily. Any other "K Factor" value in the range could be equally valid depending on the specific requirements of a particular application.
| Bolt Condition |
"K Factor" Typical Range |
"K Factor" value as used in the RepairEngineering Bolt Torque Chart |
| Lubricated | 0.12-0.16 | 0.15 |
| Zinc Plated | 0.17-0.22 | 0.18 |
| Plain-Dry | 0.19-0.25 | 0.20 |
The relationship between bolt torque and its corresponding pre-load force (tension) is given in the following formula...
- T = K Fi d
- where:
- T = Torque required to create a desired bolt pre-load (in-lb)
- K = Nut "K Factor" (dimensionless)
- Fi = Bolt Pre-Load Force (lbf)
- d = Bolt Nominal Diameter (in)
Bolt torque provides only an indirect approximation of material stress. It is estimated that only about 10% of the tightening torque actually results in useful bolt tensioning. The remaining 90% is lost due various forms of friction that occur during the tightening process.
In addition, a proper bolt torque value can be inconsistent from fastener-to-fastener due to several factors including variations in material, coatings, surface finishes, fit tolerances, installation method, etc.
For these reasons, it is not practical to provide a single bolt torque chart or formula that is accurate for all situations. This information is voluntary, and is intended only for general-purpose reference as explained in this disclaimer.
Testing of actual fastener components is recommended to determine appropriate torque values for all critical-use applications.
This Bolt Torque Chart was created using reference information from various sources, including the following...
- 1. Machinery's Handbook - 24th Edition
- 2. Mechanical Engineering Design - 4th Edition
Impeller
Repair Project
 Impeller Repair
Impeller Repair
Related
Articles



Copyright © RepairEngineering.com. All rights reserved.
Content and images may not be reproduced in any way without permission.